
Recebi ontem a impressora CREALITY 3D Printer Ender-3X que encomendei no aliexpress á cerca de uma semana atrás.
Passei a maior parte da tarde de volta da impressora. O primeiro passo foi montar a impressora, que demorou bastante mais tempo que os 10 minutos anunciados. Provavelmente porque sou lento.
Para me ajudar na montagem recorri ao panfleto desdobrável, incluído no pacote da impressora, com uma curta descrição visual dos passos a seguir para montar a ender3, e ao seguinte video disponível no youtube.
Durante a montagem apercebi-me que o interruptor de segurança do eixo Z ficava demasiado alto relativamente às instruções no panfleto e ao indicado no video acima (32 mm) devido a uma saliência que impede a sua fixação mais abaixo, e que têm implicações na margem de manobra na calibração da mesa de trabalho.

Esta situação complicou o processo de calibração da mesa mas ao mesmo tempo acabou por responder à questão da aplicação por cima da cobertura negra ou directamente na base metálica, pois só com a cobertura negra o extrusor se aproxima o suficiente do vidro, e mesmo assim sem grande margem de manobra na calibração.
No seguinte video (com sugestões de melhoramentos para a ender3), existe uma parte em que fala do problema e da solução que passa por imprimir um novo suporte para o interruptor de segurança com a patilha mais acima para permitir parar a mais 2 ou 3 mm de distância.
Depois de montada, ou quase totalmente montada, pois não tinha ainda colocado a cama de vidro, foi a altura de inserir o filamento no extrusor.
O processo não foi tão fácil como eu pensava. Nas primeiras tentativas, julgo que o filamento passava pelo primeiro orifício, passava pelos carretos que o puxam, mas depois não seguia pelo segundo orifício que está ligado ao tubo, ficando os carretos que puxam o filamento a saltarem e a fazerem um ruído (tum, tum, tum). Este problema voltou a acontecer mais tarde quando tive que trocar o filamento pois a amostra tinha acabado.
O passo seguinte foi tentar calibrar a mesa sem o vidro, usando apenas a cobertura negra. Foi nessa altura que me apercebi que sem o vidro distancia entre o extrusor era sempre demasiado elevada e não existia afinação possível. A distancia era de tal ordem que o vidro sobre a base metálica também estava fora de questão. Portanto coloquei o vidro por cima da cobertura, e usei as molas de maior dimensão que vieram com a impressora.
As molas grandes eram muito justas e difíceis de colocar, pelo que duvidei da sua aplicação com a cobertura, mas mesmo assim continuei, e hoje comprei umas molas maiores e mais fáceis de colocar.
O processo de nivelamento da cama, foi efectuado com base nas instruções do seguinte video.
Neste processo temos que ajustar a altura da cama face ao nível em que o extrusor é posicionado no Home,
O ajustamento da altura e do nível é efectuado com quatro parafusos de mola existentes por baixo, em cada canto da cama, que deslocam a mesa para cima e para baixo consoante eles são rodados para a direita ou para a esquerda, e a uma folha de papel como medida.
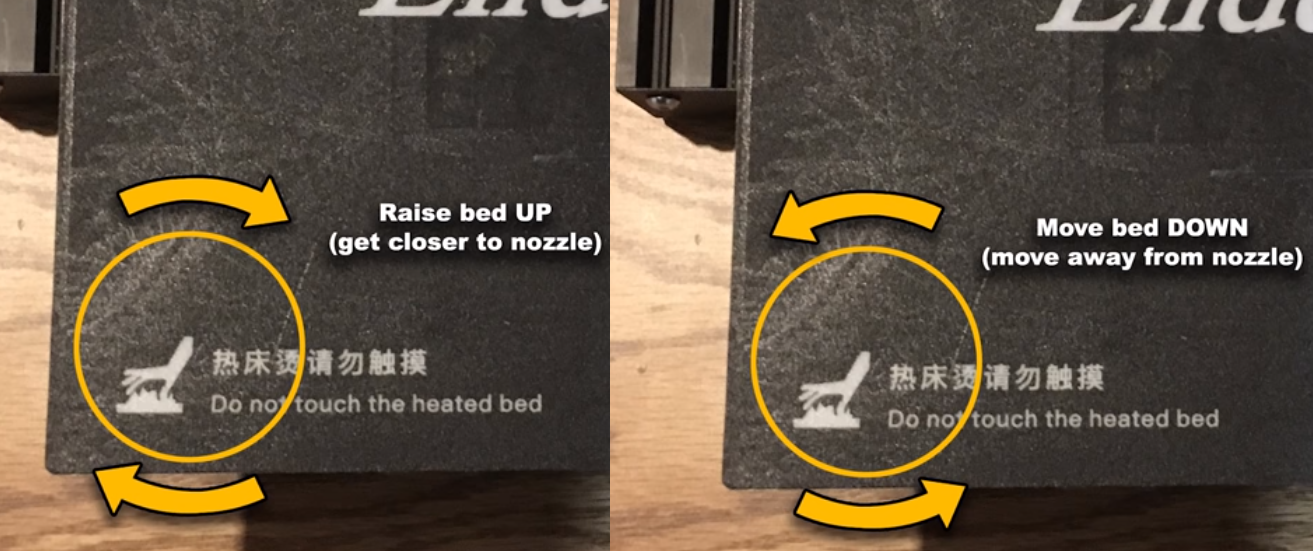
O processo de calibração foi moroso, e devido ao problema descrito acima, a afinação está feita no limite de actuação dos parafusos, pois o extrusor devia estar um pouco mais abaixo, de modo a permitir uma melhor afinação.
Posteriormente, já com a impressora afinada, e também após o primeiro teste efectuado com a impressão parcial do cão (existente no cartão microSD que vem com a impressora 3D ender 3), vi o seguinte video e efectuei o teste dos quadrados nele descrito.
Os ficheiros usados para a calibração da cama por este método estão disponíveis no seguinte link:
https://www.thingiverse.com/thing:3235018
O resultado do teste foi bom e ficou conforme a seguinte imagem:
Por outro lado o posicionamento automático da cama que o outro gcode oferece deve facilitar o nivelamento da cama da ender3.
Voltando a primeira impressão, como ainda não tinha comprado filamento, usei a pequena porção de filamento para imprimir o cão, que não concluiu por falta de filamento.
Inseri o cartão com a impressora desligada, fui ao menu, escolhi a opção de imprimir no cartão, e escolhi o ficheiro do cão. Abaixo está o registo video da primeira impressão da minha ender3.
Como era de prever o cão ficou incompleto, mas deu para perceber que a impressora 3D estava a imprimir bem.
Entretanto, ao final da tarde fui comprar 1Kg de filamento azul de 1.750, da BQ, ao MediaMarkt de Aveiro, e lá foram mais 19.90 euros.
Já há noite, e depois de ter impresso o teste dos quadrados com o filamento da BQ voltei a imprimir parcialmente o cão desta vez com o filamento da BQ (azul).
O objectivo foi comparar a qualidade da impressão usando o mesmo objecto.

Os resultados estão visíveis na imagem acima e nas duas imediatamente seguintes.


O cão azul parece mais perfeito que o branco (filamento de amostra que vinha com a impressora. A perfeição é nas fotos mais evidente no interior, mas na realidade a vista o azul (BQ) por fora também é mais perfeito.
O próximo passo era a conversão dos ficheiros no formato stl para gcode, uma pesquisa no Google indicou-me um nome que já tinha ouvido o Cura disponível no Website da ultimaker.
O processo de instalação e primeira configuração é simples. O depois de executado é exibido o seguinte ecrã:
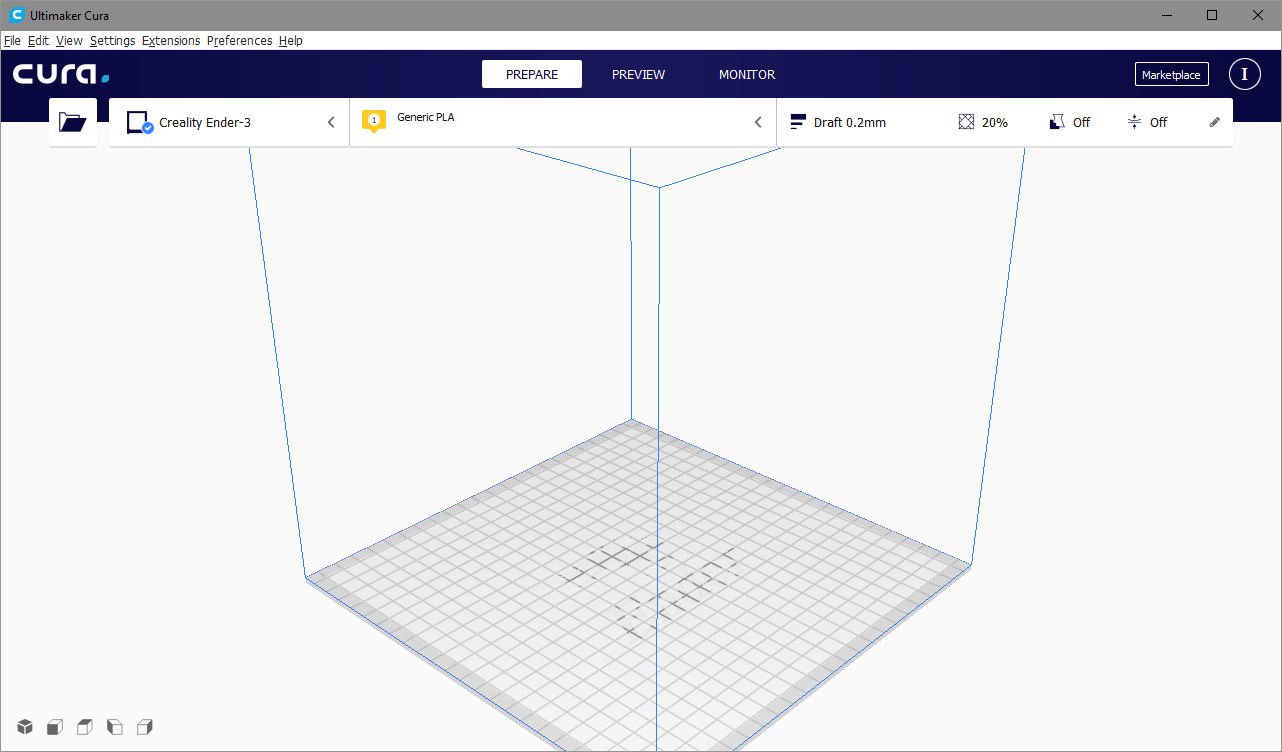
A configuração inicial é fácil e consiste na definição das seguintes opções:
- Impressora a usar;
- Tipo de filamento;
- Opções de impressão;
Posteriormente, podemos carregar um, ou vários ficheiros stl, confirmar se as opções de impressão, filamento e impressora estão adequadas, e carregar no botão Slice.
Será dada a opção de gravar o gcode, no disco ou na pen (removivel) que é automaticamente detectada.
Junto com o cartão microSD original vem também uma pequena pen USB que permite a gestão do cartão num computador.
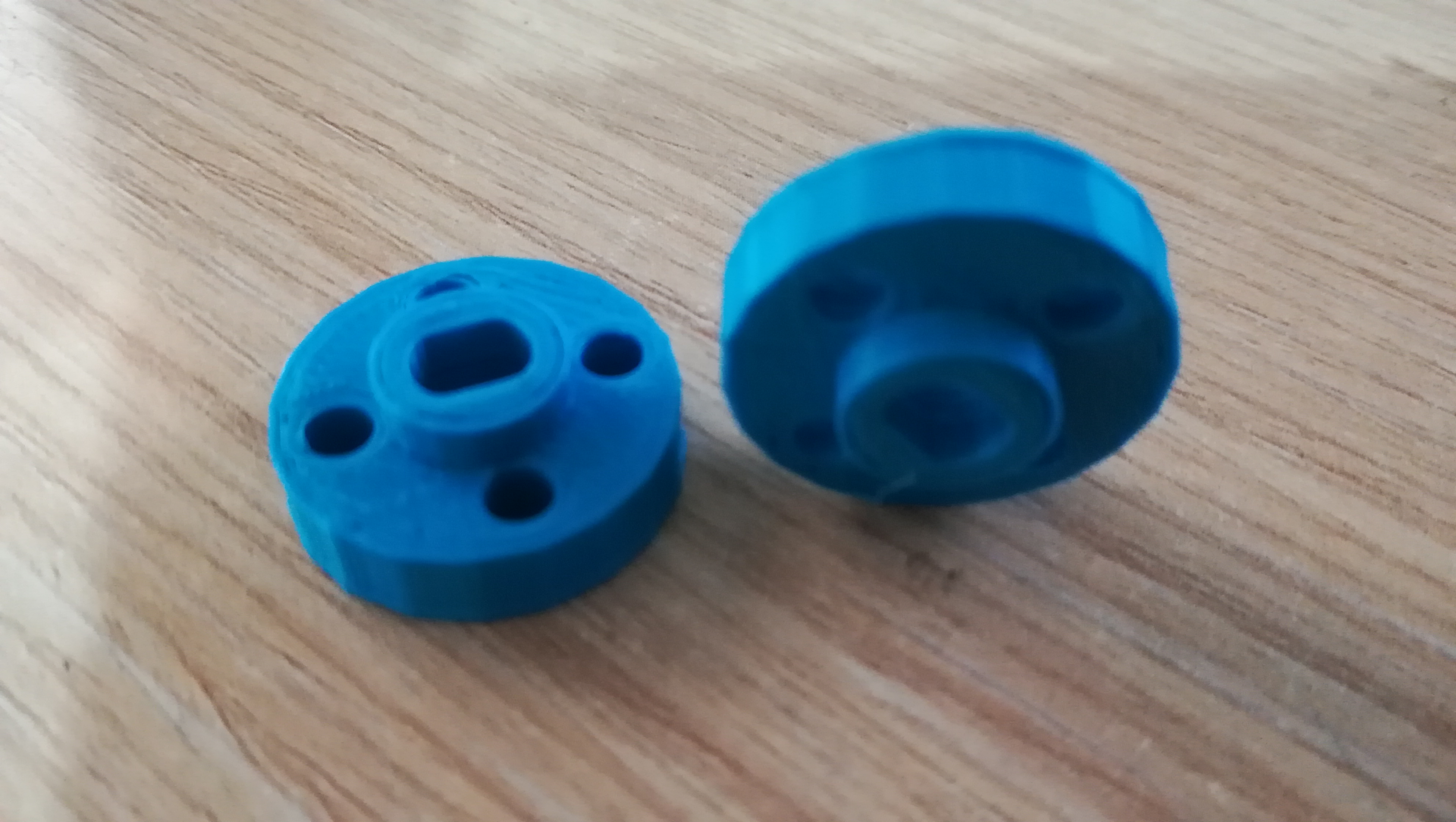
A primeira experiência com este processo foi a impressão de uma prova (usada para medir se os furos estão no sitio e com o tamanho certo ) para um hub para umas rodas de robot da Pololu.
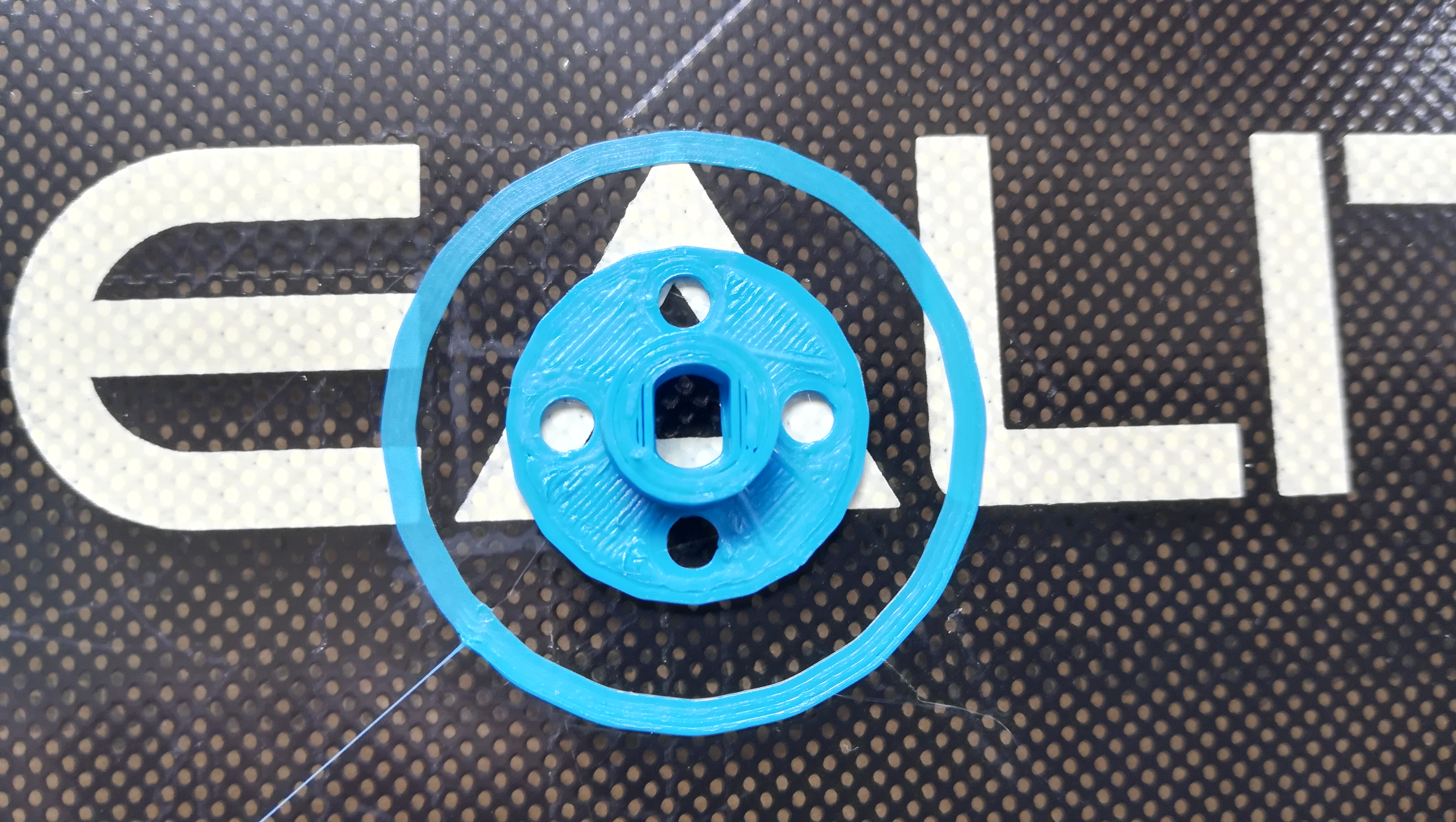
O resultado da impressão a 0.2 mm foi bom. Desde a forma como a primeira camada aderiu a cama, ao ajustamento perfeito dos orifícios passando pela qualidade global da peça impressa.
Contente com os resultados da impressão, mas apreensivo com o prenuncio dos incómodos que me esperavam com a dança do cartão microSD, resolvi investigar a possibilidade de instalar o Octoprint ou o Astroprint (já tinha visto ambos mencionados no Facebook do Movimento Maker – Portugal), num Banana Pi M1 que já tenho permanentemente ligado com outras funções.
Acabei por experimentar primeiro o octoprint, e como funcionou já nem experimentei o astroprint.
A instalação do octoprint está detalhada no seguinte artigo:
Ender3 com o Octoprint no Banana Pi
Já com o octoprint instalado conclui a primeira impressão final de um objecto 100% desenhado por mim, na minha impressora 3D.
Uma coisa que me deixou curioso foi o ecran da impressora 3D ficar ligado assim que se liga ao pi por usb. Como o pi fica sempre ligado, ou desligo o cabo da impressora, ou o ecran vai ficar sempre ligado.